HARDOX400 is a wear-resistant steel plate of HAW370-430 hardness produced by Swedish Steel Olympus Co., Ltd., which is obtained by high-pressure water spray quenching and tempering. It has good wear resistance, cold bendability and weldability and has good comprehensive performance. It is widely used in crushed machinery, excavator grabs, loaders and scraper conveyors. In recent years, it has been widely used in the domestic market.
1. Welding analysis of HARDOX400 steel plate
The thickness of HARDOX400 steel plate is usually 3~130mm, and its chemical composition and carbon equivalent change with thickness, as shown in Table 1 and Table 2.
Table 1 Chemical composition of HARDOX400 steel plate
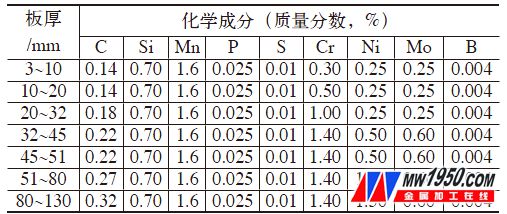
Table 2 HARDOX400 steel plate carbon equivalent 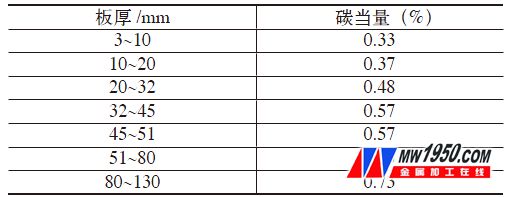
According to the data in Table 2, as the thickness of the steel sheet increases, the carbon equivalent increases, the hardening tendency of the steel material increases, the sensitivity of the cold crack increases, and the weldability gradually decreases. Since cold cracks are easily generated during the welding process, it is necessary to strictly control the welding heat input and adopt pre-heating and post-heat treatment processes to increase the escape of hydrogen at the weld and reduce the existence of stress.
2. Development of HARDOX400 steel plate welding process
Due to the high strength of HARDOX400 steel plate, the principle of low strength should be adopted during welding; ≥40mm steel plate should be preheated before welding, and heat should be heated after welding; heat input should be strictly controlled. The specific process plan is as follows:
(1) The welding method is selected by 20% Ar+80% CO2 gas shielded welding.
(2) The selection of welding material is ER70S-6, φ 1.2mm. The welding wire has excellent welding performance, strong cold crack resistance and tensile strength lower than the base material strength.
(3) Preheating before welding, heating temperature after welding The heating temperature after welding should be consistent with the preheating temperature. It should be ensured that the thickness of each millimeter is heated for at least 5 minutes, and the total heating time is ≥1h, and the interlayer temperature is controlled between 150~175°C, as shown in Table 3.
table 3 
(4) Selection of heat input The welding performed below this limit heat can obtain satisfactory toughness and original hardness in the heat affected zone, as shown in the drawing.

Maximum heat input allowed for different plate thicknesses
(5) Selection of welding parameters The welding test block adopts the parameters of 40mm thick steel plate: 1 requires the bottom bead or intermediate weld bead to be polished and cleaned, and the back carbon arc gouging clears the root. 2 multi-layer multi-pass welding, the first layer of weld bead, welding current 180~220A, arc voltage 19~22V, welding speed 200~300mm/min; second and subsequent weld bead, welding current 240~300A, arc voltage 23 ~30V, welding speed 200~300mm/min.
3. Practical application
The buckets in the Metso Reclaimer and Reclaimer project undertaken by our company are all welded structures of HARDOX400 with a thickness of 40mm. Because the buckets have higher requirements on wear resistance in actual work, the welds must have a relatively high weld. High hardness. In order to meet the above requirements, the welding process is as follows: 20% Ar+80% CO2 gas shielded welding, ER70S-6 (Jinda welding consumable grade JQ.MG50-6), φ 1.2mm; preheating preheating 100 ~150 ° C, slow cooling after welding. According to the above welding process plan, the strength of the workpiece is guaranteed. During the on-site use, the customer reflects well and is recognized by Metso and the customer.
4. Conclusion
For the HARDOX400 steel plate with excellent wear resistance, it has been widely recognized in the international and domestic machinery industry, and its research and promotion of weldability is of great significance. By selecting appropriate welding materials and welding parameters, according to different thicknesses, different pre-weld preheating and post-weld heat treatment methods can be selected to obtain welded joints with better comprehensive performance.
Komatsu Engine Parts,Komatsu Engine,Komatsu Engine Spare Parts,Engineering Machine Parts
JINING SHANTE SONGZHENG CONSTRUCTION MACHINERY CO.LTD , https://www.sdkomatsugenuineparts.com