In stone drilling, various complex tribological phenomena occur at the contact interface due to the relatively high speed movement between the diamond bit and the stone. The friction between the diamond bit and the stone, due to the poor thermal conductivity of the stone, most of the heat is transferred to the diamond head, which causes the surface temperature of the diamond bit to rise, resulting in diamond graphitization, reduced diamond cutting ability, and thermal fatigue of the bit body. The strength and rigidity are reduced, the noise is increased when the stone is processed, the vibration is intensified, the life of the drill bit is lowered, and the diamond cutter head is detached in severe cases, causing damage to the operator, and also affecting the processing quality and processing efficiency. Studying the influence of diamond bit drilling parameters on its surface temperature, finding out the relationship and law affecting surface temperature factors, and determining reasonable processing parameters, it is beneficial to improve the service life of diamond bit and reduce processing cost and improve processing quality.
Experimental condition
The diamond cutter head is made of Cu-based metal powder, and the diamond has a particle size of 60-80 mesh. It is pressed and formed by a sintering molding method, and the cutter head is welded on a high-speed steel cylinder. The diamond drill has a diameter of φ37 mm, a height of 5.6 mm, a width of 2 mm, a base diameter of φ35.6 mm, and a height of 45 mm. The processing equipment adopts XK5032C CNC milling machine. The equipment realizes automatic feeding in three directions of X-axis, Y-axis and Z-axis. The cooling method of the spindle is water-cooled. The temperature generated on the surface of the tool is measured by an infrared temperature measuring instrument, and the measurement temperature ranges from -50 to 650 °C. Direct measurement at room temperature l2 °C. The stone is made of marble, sandstone and granite. This experiment mainly studies the influence of parameters such as spindle speed, feed rate and stone performance on the surface temperature of diamond bit. The experiment was carried out under dry cutting conditions, and the processing state is shown in Fig. 1.
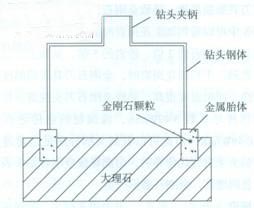
Figure 1 Schematic diagram of diamond bit processing stone
Result analysis
1. The effect of feed rate on temperature
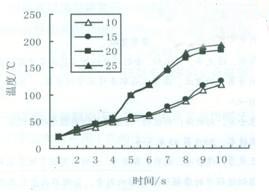
Figure 2 Feed speed and diamond bit surface temperature relationship
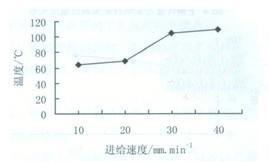
Figure 3 Feed speed and diamond bit surface temperature relationship
When diamond diamonds are used to process stone, there are many parameters affecting the surface temperature of the drill bit, including diamond properties, binder properties, physical and mechanical properties of the stone, processing parameters, and cooling parameters. This experiment investigated the effects of processing parameters and stone properties on the surface temperature of diamond bits. Fig. 2 is a graph showing the relationship between the pre-drilling time of the bit surface temperature when drilling the marble at a spindle speed of 300 r/min and feed rates of 10 mm/min, 15 mm/min, 20 mm/min, and 25 mm/min, respectively. It can be seen from Fig. 2 that under the four feed rate conditions, the surface temperature of the diamond bit increases with the increase of the processing time. In the initial stage of processing, the temperature increase is relatively slow, and when the processing time exceeds 4 s, the temperature increases sharply. When the processing time reaches 10s, the surface temperature of the diamond bit is 5 times of the initial. Figure 3 is a graph showing the relationship between feed rate and temperature when processing marble. It can be seen from the figure that the temperature rises slowly at the feed rate of l0~20mm/min. When the feed rate is 20~30mm/min, the temperature rise is most obvious. In this interval, the heat generated by the drill stone is the most. Due to the large friction between the diamond bit and the stone surface during the drilling process, the surface temperature of the diamond bit increases. Since the thermal conductivity of marble is very low, and the thermal conductivity of the tool is very high, a large part of the heat is transferred to the diamond bit, resulting in an increase in the surface temperature of the diamond bit. As the feed rate increases, the cutting surface is increased per unit time, the number of times the tool contacts the stone increases, and the surface temperature increases.
| Previous page | 1 | 2 | Next page |
Toshiba Elevator Spare Parts, Toshiba Elevator Parts
| Company name | TOSHIBA ELEVATOR AND BUILDING SYSTEMS CORPORATION (TELC) |
|---|---|
| Head office | 72-34, Horikawa-cho, Saiwai-ku Kawasaki, 212-8585, Japan |
| Established | February 18, 1967 |
| President & CEO | Kazunori Matsubara |
| Business line | Development, design, testing and inspection of elevators Manufacturing, installation and removal of elevators Sales and sales intermediation of elevators Maintenance, repair and modification of elevators Monitoring and control of elevator, electrical, air-conditioning, plumbing and sanitary, crime prevention and disaster prevention equipment, as well as building management Design, construction and management of buildings Machinery and equipment installation work, building work, plumbing work, electrical work, telecommunications work, fire fighting facilities work, and others 22 types of business listed in the Article 2 of the Construction Industry Act Security Business |
Toshiba Elevator Spare Parts,Toshiba Elevator Parts
CEP Elevator Products ( China ) Co., Ltd. , https://www.zjsmartcommercialescalators.com