The conventional process temperature of carburizing is generally 920-930 ° C. In recent years, in response to the call for national energy conservation and emission reduction, the heat treatment efficiency is improved, and high temperature carburization has a certain development. The increase of carburizing temperature can significantly shorten the carburizing time. , reducing costs and energy consumption. However, high temperature carburizing faces two problems. One is that the equipment is required to have high reliability, and the other is that the grain is not required to be coarse.
The carburizing temperature of the well type carburizing furnace introduced by a company can support carburizing at 950 °C. From 2011 to 2012, the deep carburizing process was carried out in the well type carburizing furnace at 940 °C, and good economic benefits were obtained.
Test idea
(1) Equipment selection φ 2000mm × 4000mm conventional well type carburizing furnace as test equipment, equipment heating wire, diversion tube, furnace tank, thermocouple, oxygen probe and circulation fan and other hardware can guarantee carburization up to 950 °C .
(2) The materials are commonly used for carburizing and quenching steels 20CrNi2Mo, 17CrNiMo6, 20CrMnMo. According to the data, in general, the steel containing Mo is more resistant to grain growth than the steel without Mo, generally at 960 °C or even 1000. Grain coarsening occurs only above °C.
(3) Depth of the layer Since the austenitizing temperature and the holding time have a direct influence on the coarseness of the grains, the preferred depth of the test is 2.4 to 3.0 mm as a process test, and then extended to a depth of 3.0 mm or more. After maturity, the high-temperature carburizing is extended to deep carburizing of 3.8 mm or more, so that the cost saving effect is obvious.
2. Process and results analysis
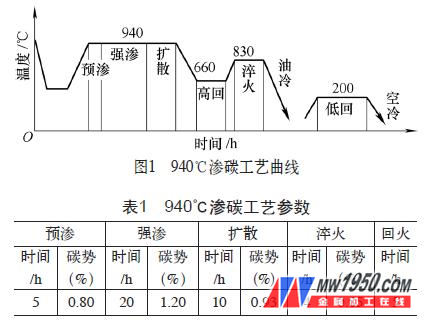
(1) In order to prevent coarse grain, the process of selecting high temperature return + secondary quenching after carburizing is finished, the austenite is recrystallized after heating, and then quenching is performed to achieve the purpose of refining the crystal grains. The whole process heat treatment process is pre-infiltration + strong seepage + diffusion + cooling high return + secondary quenching + low temperature tempering, as shown in Figure 1. Table 1 is the process process parameters. A round test bar of φ 25 mm was selected with the furnace sample, and the materials were 20CrNi2Mo, 17CrNiMo6, and 20CrMnMo, respectively.
For more details, please see the attached content or "Metal Processing (Hot Processing)" No. 19
PE Wood Plastic Board,Wood-Plastic Composite,Wood Plastic Composite Board,PE Wood Plastic Composite
Linyi Fengzhize Trading Co., Ltd. , https://www.fengzhize.com