1 Introduction
Diamond film has excellent performance and is an ideal coating for tool and mold materials. With the development of chemical vapor deposition (CVD) technology, the production cost of diamond film synthesized by this technology is significantly reduced, and it has been commercialized. Prospects [1]. However, the orientation, grain size and thickness of the surface of conventional diamond films are not uniform, and the surface roughness is also high, generally up to several micrometers, which affects many applications of diamond films. For example, diamond film coated tools and molds require a high surface finish, so diamond post-processing techniques (including polishing, leveling, metallization, etc.) are becoming more and more important. For the polishing of diamond film, the polishing problem of diamond film has become a key technology for expanding the application of diamond film due to its high hardness, stable chemical properties, thin thickness, and diamond film peeling during polishing.
In recent years, many scholars at home and abroad have proposed a number of new diamond film polishing methods through a large number of research and experiments, including chemical-assisted mechanical polishing, laser polishing, thermochemical polishing, ion beam polishing, electric spark polishing, etc. [2- 6]. These methods basically utilize the diffusion and evaporation of carbon atoms and chemical reactions, micro-cutting, graphitization of the surface, etc. to achieve polishing of the diamond film. Since the "magnetic brush" of magnetic grinding is flexible, it is very suitable for the polishing of the inner hole [7]. In this paper, a new method of polishing the inner hole diamond film by magnetic grinding is proposed, and the surface morphology, quality and performance of the film before and after polishing are studied. The characteristics and effects of the magnetically ground diamond film are discussed.
2. Test method
2.1 Principle of magnetic grinding
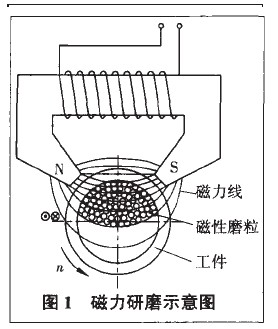
As shown in Figure 1, a magnetic field is formed between the magnetic poles N and S. If the magnetic field is filled with an abrasive that has both magnetic and cutting ability, the abrasive will be closely and regularly arranged along the magnetic lines of force to form a brush-like so-called "magnetic brush", which will exert a certain pressure on the surface of the workpiece. . When the workpiece is placed in this magnetic field, the "magnetic brush" generates a magnetic force and acts on the surface of the workpiece in the form of pressure. When the workpiece performs the rotary motion and the axial motion, the relative motion between the magnetic abrasive brush and the workpiece occurs, thereby grinding the inner bore surface of the workpiece. During the magnetic grinding process, the single abrasive particles, under the combined action of the magnetic field force, the magnetic field holding force and the tangential friction force, keep the abrasive particles stably in the polishing area, and achieve the grinding and polishing of the workpiece surface. At the same time, due to the magnetic field force, the abrasive particles will automatically collect into the polishing area and collect on the inner surface of the workpiece to be polished to form a complete polishing cycle.
2.2 Magnetic abrasive grains
The magnetic abrasive is made of alumina (Al2O3), TiC and iron powder, and the average diameter is D = 80 μm; the average diameter of the abrasive phase: d1 = 5 μm, d2 = 1.2 μm. Processing gap: 1. 5 mm. Magnetic induction: B = 0.5T. The average grinding pressure is 20~50 kPa. The axial vibration frequency of the workpiece is f = 0 ~ 20 Hz. The axial amplitude of the workpiece is A = 0 ~ 2 mm. The workpiece speed is 1140 r/min. The magnetic induction on the inner surface of the workpiece is 0.3T. The magnetic pole end adopts variable cross-section design, the magnetic pole and coil adopt DT4 electrical iron, the bottom plate uses DT2 electrical iron, the magnetic flux direction magnetic pole, core iron and bottom plate have the cross-sectional areas of 8 cm2, 12.5 cm2, 20cm2 respectively, and the coil adopts φ1mm2 copper enameled wire winding. 6000 åŒ, powered by DC. The maximum output voltage is 25 V and the maximum current output is 3A.
Led Downlight Emergency Conversion Kit
Led Lamp Emergency Power Supply,Led Battery Ballast ,Led Battery Backup Driver,Led Driver With Battery Backup
Foshan Nai An Lighting Electric Co.,ltd , https://www.ledpowerpack.com